Совместными
усилиями
к общему успеху
с 1997 года
«Интех ГмбХ»
Листогибочный пресс представляет собой устройство для изменения формы листа или полосы металла с помощью их изгиба.
Подбор листогибочного пресса осуществляется по следующим параметрам:
- Станина. Является основой всего пресса. Должна иметь значительную прочность и жесткость, намного превышающую максимальное усилие прессования
- Ползун. Основной рабочий элемент, приводится в движение приводом. Можно регулировать длину хода ползуна и скорость его опускания.
- Пуансон и матрица. Пуансон устанавливается на ползун и служит для передачи усилия пресса на материал. Матрица устанавливается на рабочий стол пресса, является ответной частью для пуансона. Они являются быстросъемными элементами, определяют форму и размеры загиба. Материал пуансона и матрицы должен быть намного прочнее, чем материал изготавливаемой детали. Они должны быть точно центрированы относительно друг друга.
- Привод пресса. Приводы прессов бывают гидравлические, гидромеханические, механические и ручные.
Гидравлический привод – самый распространенный на данный момент. Он позволяет задавать большой диапазон усилий и скоростей прессования, легко устанавливать большое время выдержки под давлением. Среди недостатков прессов с гидравлическим приводом выделяют: потребление большого количества электроэнергии, сильный шум, частая замена расходных материалов.
Механический привод используется при небольших усилиях прессования (при больших усилиях детали привода имеют большие размеры), небольшом времени выдержки и высокой скорости пуансона. Основой механического привода является шарико-винтовая передача. Если длина гиба не более 1 метра используется один привод, если не более 1,6 метров – два. Усилие контролируется датчиками поворота винта.
Помимо ШВП существуют механические приводы использующие систему полиспастов и сервомоторов. Моторы наматывают/разматывают ремни тем самым поднимая и опуская нажимную балку. Благодаря большому количеству моторов усилие равномерно распределяется по всей балке, она не перекашивается и не прогибается. Такие приводы можно использовать на длинных гибах и высоких нагрузках. На данный момент это самая современная технология.
Гидромеханический привод объединяет элементы механики и гидравлики. Ползун соединен через механическую передачу с гидравлической частью, что позволяет получать необходимое распределение скоростей и высокую производительность. Однако, такие прессы сложнее и дороже, поэтому широко не применяются.
- Механизм зажима инструмента. Предназначен для крепления и быстрой замены пуансона.
Заготовка подается и устанавливается на стол пресса, а затем фиксируется прижимным устройством. По сигналу оператора (нажатие на кнопку, педаль и пр.) ползун начинает движение вниз с высокой скоростью (подвод к рабочей зоне), а перед заготовкой уменьшает скорость до рабочей. Эту точку переключения скоростей можно заранее задать на пульте управления. Затем пуансон вжимает заготовку в матрицу и происходит ее загиб на необходимый угол. Форма и угол гиба задается сменным пуансоном. Далее, пуансон фиксируется на требуемое время в нижней точке, происходит перераспределение напряжений в заготовке, тем самым, исключая обратный изгиб заготовки, и затем полностью поднимается. Заготовка выпрессовывается или удаляется вручную из матрицы и убирается с пресса.
На сегодняшний день практически все листогибы оснащены системой числового-программного управления (ЧПУ). ЧПУ позволяет управлять всеми компонентами пресса, осуществлять контроль и корректировку всех механизмов, задавать и изменять программы гиба и даже отрисовывать трехмерные модели деталей. Использования ЧПУ повышает точность изготовления конечных деталей и значительно сокращает время на подготовку процесса гибки.
Система ЧПУ включает в себя контроллер ЧПУ, датчики скорости, перемещения, усилия и систему ввода данных (клавиатура, мышка, тачскрин).
Система используется для задания местоположения заготовки перед гибом. На данный момент, на станках с ЧПУ используется система упоров, управляющая перемещением от двух до девяти осей пресса.
«Х» – Горизонтальное перемещение упора вперед-назад, перпендикулярно к оси гиба. Основой задаваемый параметр при гибке.
«Z» – Горизонтальное перемещение упора вправо-влево, параллельно оси гиба.
«R» – Вертикальное движение упора. Позволяет задать глубину гиба, используется при смене матриц.
Кроме того, буквой «Y» обозначают вертикальное перемещение ползуна.
К букве добавляется цифра, если параллельные оси упора или ползуна имеют раздельное управление и отдельные приводы.
Минимальный набор регулировок – автоматизированное перемещение заготовки по оси «X» и «R» и ручное по оси «Z». Такой набор используют, если одна деталь будет гнуться в одном месте. Это наиболее популярная и бюджетная система. Если необходимо делать несколько простых гибов – добавляют регулировку по осям «Z1» и «Z2». Таким образом, деталь может перемещаться по столу горизонтально во всех направлениях.
Если линия гиба не параллельна кромке детали, используют пятиосевую схему – деталь может перекашиваться по оси «X» двумя независимыми приводами «X1» и «X2». Однако, такая схема более сложная с точки зрения позиционирования, поскольку происходит поворот упоров, и деталь может немного «съехать».
Компенсация прогиба листогибочного пресса необходима потому, что конструктивно верхняя и нижняя балки закреплены по краям и не имеют упоров по центру. В таком случае, при средних и высоких нагрузках по центру линии гиба может происходить «недогиб». Системы работают за счет внесения конструктивных изменений или за счет добавления дополнительных противонаправленных усилий.
На верхней балке для равномерного распределения усилий вдоль балки применяют полиспаст. Такая схема помогает при средних нагрузках, при высоких же дополнительно используется система клиньев, которыми вручную задают прогиб балки. Система очень простая и широко применяется.
На нижней балке также используются специальные регулирующие прогиб конструкции, однако, чаще используется «бомбирование», которая представляет собой систему гидроцилиндров, управляемых ЧПУ. Автоматизированное управление позволяет удобно регулировать усилие и включать его именно в момент гиба.
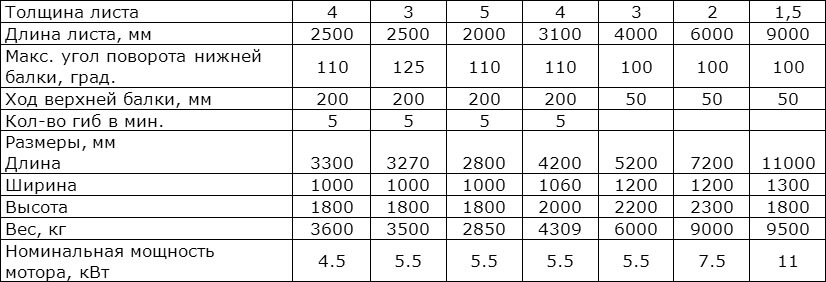
Назначение: листогибы предназначены для работы с листовой сталью толщиной до 1 мм и длинной до 3000 мм.

Особенности конструкции:
Прижимная и гибочная балка оснащены электродвигателем, что позволяет значительно увеличить производительность гибочных операций.
Простая и надежная конструкция обеспечивает долгий срок службы станка. У листогиба неограниченная глубина подачи листа.

Технические характеристики:
Листогиб включает гибочную балку и отрезной нож, управляется ЧПУ, благодаря чему станок позволяет точно производить процесс гибки и отрезки металла по всей длине, по сравнению со станками с обыкновенной системой прижима.

Особенности конструкции:
Листогибочный станок состоит из станины, зажимного механизма, управляемого с ЧПУ заднего упора, системой роликовой отрезки, системой поддержки листовой заготовки, гидропривода, и системой ЧПУ с возможностью стороннего управления с ПК.
Технические характеристики:
Длина гиба 6,5; 8 и 10 м.
Макс. толщина материала 1,5 мм (оцинкованная сталь макс. толщина отрезки 1,5 мм)

Назначение: Гибочные пресса серии NE предназначены в первую очередь для серийного изготовления деталей невысокой сложности, имеющих от одного до четырех гибов. Пресса оснащены простой и удобной электронной панелью управления.
Для работы на гибочных прессах этой серии не требуется дополнительного обучения оператора. Рабочие параметры вводятся вручную, оператор задает значения по осям X, Y, для этого понадобится лишь несколько секунд, и пресс готов к работе.
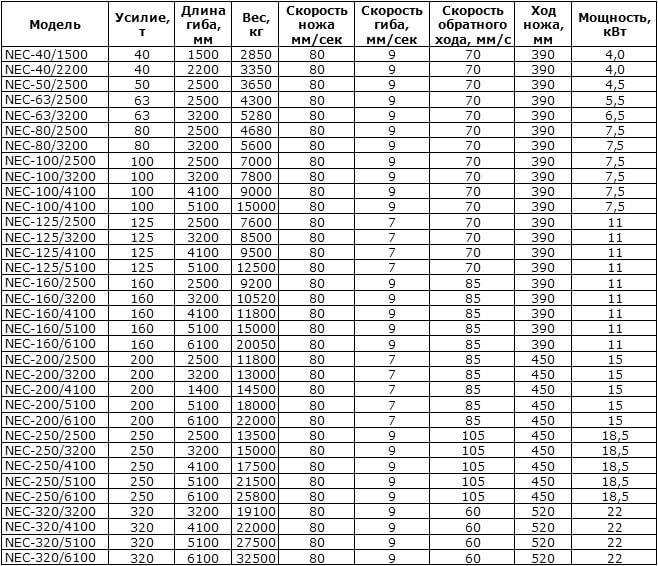
Гибочные пресса серии NEC предназначены для серийного, мелкосерийного и штучного изготовления деталей имеющих более четырех гибов и гибов не под прямыми углами. Пресса оснащены простой и удобной электронной панелью управления ЧПУ Cybelec DNC 60.

DNC60S для NEC

Характеристики моделей

Назначение: гибочные пресса серии PINEC предназначены для серийного, мелкосерийного и штучного изготовления сложных деталей имеющих большое количество гибов в разных плоскостях и под разными углами.
Пресса оснащены современной панелью управления ЧПУ Cybelec DNC 880
Функция автоматического захвата материала, подача материала, работа гибочного пресса, переворачивание заготовки и выполнение последующих операций. За одну автоматическую операцию листовой металл становится изделием.
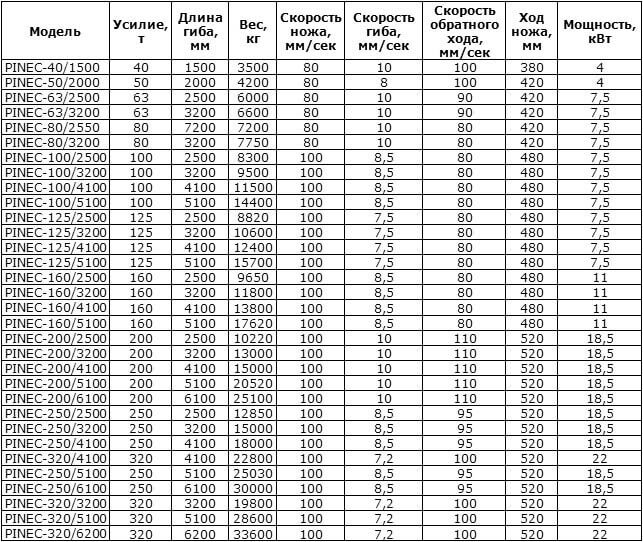

Стандартная конфигурация:

Опции:

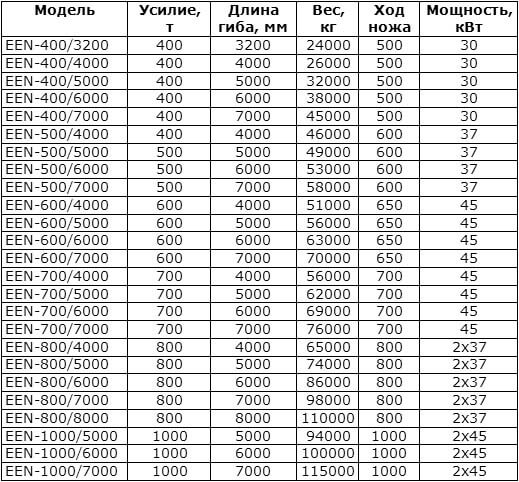
Назначение: гибочные пресса серии EEN это аналог прессов серии PINEK, но с увеличенной мощностью, предназначенных для серийного, мелкосерийного и штучного изготовления сложных деталей из толстолистового металла имеющих большое количество гибов в разных плоскостях и под разными углами. Пресса оснащены современной панелью управления ЧПУ Cybelec DNC 880


Многофункциональный инструмент для гибочных прессов производиться с применением самых передовых технологий с использованием стали высокого качества марок 42CrМо4 или С45. Инструмент проходит механическую обработку с точностью 0,01 мм а также индукционную закалку и лазерную закалку до достижения максимальной твердости рабочей поверхности. Все это значительно увеличивает срок службы инструмента, а так же точность обработки деталей.

Инструмент изготавливается под любые варианты крепления, а также возможно изготовление оснастки под конкретные задачи по чертежам заказчика. Широкий спектр имеющихся пуансонов и матриц позволяет подобрать комплект инструмента для многих областей производства: электрощитовое оборудование, вентиляционные решетки, производство металлических дверей, облицовочных панелей, производство торгового оборудования и.т.д.
Существует огромное количество специальных матриц: для осуществления нескольких гибов за один ход пресса, обратного складывания металла, скручивания и т.д. Также инструмент может изготавливаться по чертежам заказчика.

Все модели гибочных прессов комплектуются комплектом оснастки состоящей из универсальной многоручьевой матрицы и пуансона. Характеристики оснастки зависят от модели пресса и, как правило, рассчитаны на широкий спектр работ.
Все модели гибочных прессов имеют тип крепления пуансона - EURO. Для начала следует определиться с видом пуансонов, различают два основных вида "прямой" и "сегментный". Сегментный пуансон используется при гибке закрытых коробов.
Стандартные модели прямых пуансонов имеют длину 835 и 415 мм, общая длина сегментного пуансона также 835 мм.

Номинальное усилие: 2 000 кН;
Длина рабочего стола: 6000 мм;
Высота от пола до рабочего стола: 1150 мм;
Ход ползуна: 200 мм;
Максимально открытая высота: 460 мм;
Глубина захода: 320 мм;
Рабочая скорость по оси Y: быстрый вниз: 80 мм/с, рабочая: 10 мм/с, обратная: 80 мм/с;
Главный привод: мощность: 11 кВт, скорость: 1400 об/мин;
Задний калибр: длина хода: 500 мм, максимальная скорость: 80 мм/с;
Размеры: 6000 х 1950 х 3300 мм;
Вес: 21000 кг.

Номинальное усилие: 1600 кН;
Длина рабочего стола: 3200 мм;
Высота от пола до рабочего стола:950 мм;
Ход ползуна: 200 мм;
Максимально открытая высота: 460 мм;
Глубина захода: 320 мм;
Рабочая скорость по оси Y: быстрый вниз: 80 мм/с, рабочая: 10 мм/с, обратная: 80 мм/с;
Главный привод: мощность: 11 кВт, скорость: 1400 r/мин;
Задний калибр: длина хода: 500 мм, максимальная скорость: 80 мм/с;
Размеры: 3200 х 1700 х 2700 мм;
Вес: 10500 кг.
| Типоразмер: | 3,5мм x 2000мм (для 316L SS) |
| Максимальная нагрузка: | 110 тонн |
| Шаг: | 200мм |
| Глубина хода: | 305мм |
| Скорость гиба: | 14-16 мм/сек |
| Скорость подъема: | 55-60мм/сек |
| Скорость опускания: | 100мм/сек |
| Открытая высота пресса: | 350мм |
| Внутренняя длина: | 2050мм |
| Ширина рабочего стола: | 150мм |
| Кол-во поршней: | 2шт |
| Двигатель: | 10л.с. х 6 |
Комплектация (стандарт):
Размеры: 3100мм*1400мм*2350мм
Вес: 6800кг.
Технический департамент: info@intech-gmbh.ru, тел. +7 (499) 261-08-45.
Центральный сайт компании Интех ГмбХ
Филиал компании в Казахстане – ТОО "Интех СА"